Не всегда автомобили и прочая колесно-гусеничная техника были такими, какими мы привыкли их видеть в настоящее время.
Ремни безопасности, кондиционер, фары и даже зеркала появились не сразу, для этого потребовались годы разработок. К примеру, ремень безопасности внедрили только после того, как пришли к выводу в ходе испытаний, что при ДТП он снизит риск травматизма.
С зеркалами заднего вида приключилась та же история. Автомобильные компании изначально не предлагали зеркала на серийных автомобилях. Производители мыслили так: «Зачем они понадобятся на однополосных и двух полосных дорогах».
После принятия закона о федеральных магистралях в 1956 году, который привел к появлению многополосных дорог (На сегодняшний день мы знаем примеры не 4 и даже не 8 полосной магистрали! Например, в Онтарио (провинция, расположенная в центральной части Канады) существует дорога, состоящая из 22 полос, в США недалеко от Хьюстона находиться трасса, на которой 26 полос движения) зеркала стали жизненно необходимы!
Национальный закон о безопасности дорожного движения и автотранспортных средств 1966 года касался стандартов безопасности, включая видимость сзади и, хотя он специально не требовал установки зеркал, они начали становиться стандартом и обязательными для установки на все транспортные средства.
В этот момент резонно задать вопрос, а при чем тут трактор «Кировец»? Дело в том, что он может тянуть за собой 24 метровый плуг!! (И крайне важно знать, чем он там сзади занимается)
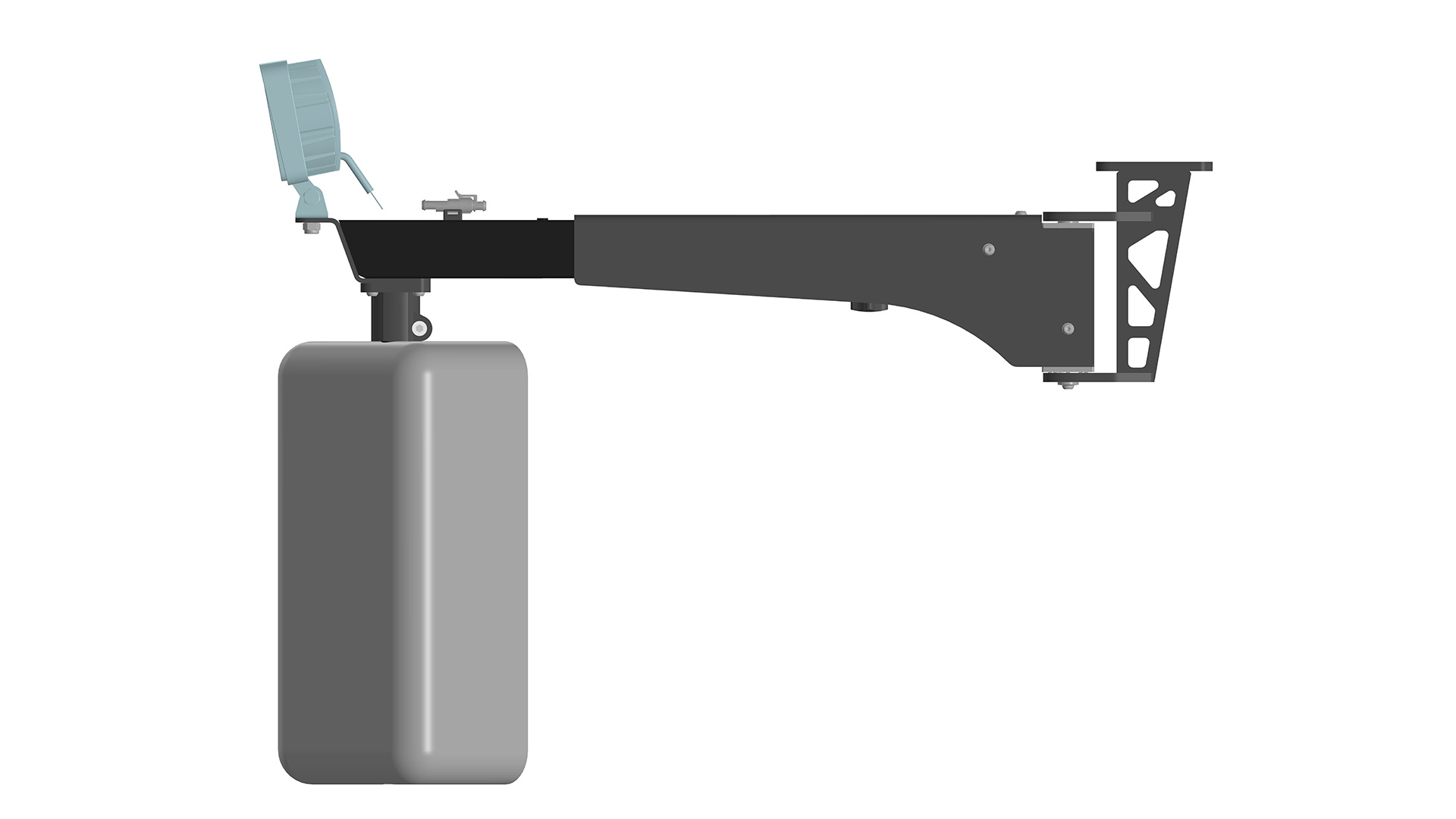
Проблема пришла откуда не ждали, базовый кронштейн, которым комплектовалось серийное изделие не подошел для более современных зеркал с подогревом и автоматической регулировкой положения зеркала..
Проработка исполнительного механизма (Конструкторская проработка и инженерные расчеты)
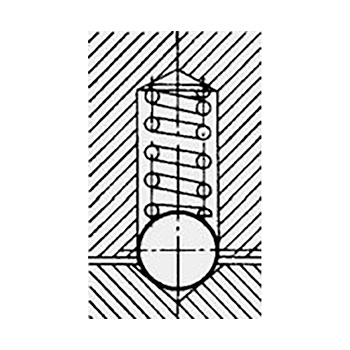
Поскольку основным параметром является фиксация вылета и осевого положения, с условием отсутствия применения специализированного инструмента, данный факт сразу исключает варианты конструкции со стандартизированными винтами, болтами и т.д. Решение регулировки вылета требует наличия направляющей и дискретности в изменении положения, с конкретными местами фиксации, за счёт подпружиненной эргономической рукояти. В свою очередь фиксация по оси требует самостопорения от самопроизвольного проворота при эксплуатации по заданным параметрам ТЗ. Варианты реализации осевого самостопорения по заданным параметрам:
- Храпового типа
- Пружинного типа
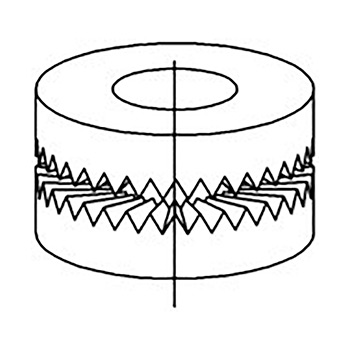
Храповый тип: Имеет конкретные технологические ограничения на способ производства, что влечет за собой увеличение себестоимости изделия.
Пружинный тип: Обеспечение достаточного усилия затрудняется за счет необходимости соблюдения небольших размеров изделия.
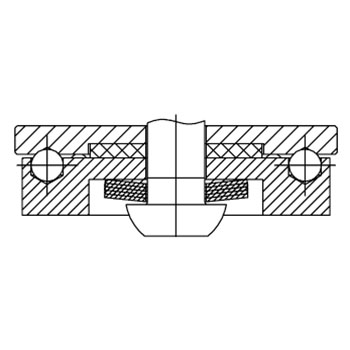
Было принято решение объединить оба метода для создания механизма, оптимального по своим технико-экономическим характеристикам.
Инженерная мысль, вне зависимости от задачи, должна быть еще эстетически и эргономически завершенной.





Прототипирование



Самые доступные технологии для прототипирования, которые предлагает производственный рынок, это: резка, гибка, сварка, фрезеровка и покраска.
Нами было создано несколько прототипов, отличающихся технологическим способом изготовления, а также эстетическим внешним видом. Неотъемлемой чертой каждого прототипа является использование конструкционного алюминиевого профиля, позволяющего минимизировать количество технологических операций, применяемых при изготовлении. Это позволяет ускорить сроки производства, так как все детали являются унифицированными и не требуют собственного изготовления.
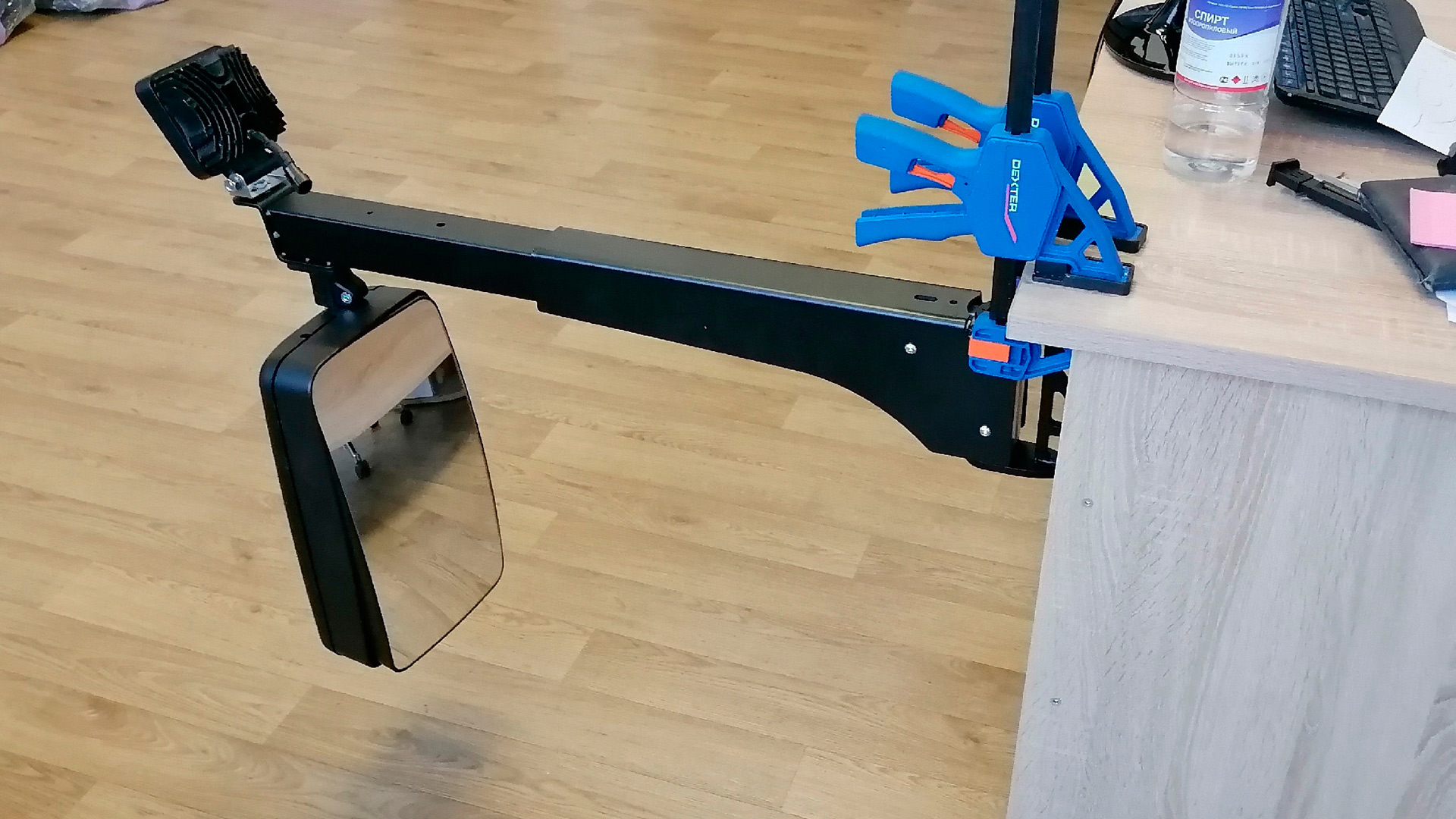
Монтаж и испытания
Монтаж изделия проводился в цехах АО «ПТЗ».
Предварительные испытания изделия были проведены на территории завода, а его работоспособность была по достоинству оценена техническими специалистами предприятия.
При воздействующих нагрузках, разработанная конструкция кронштейна не имела осевого смещения относительно заданного положения.


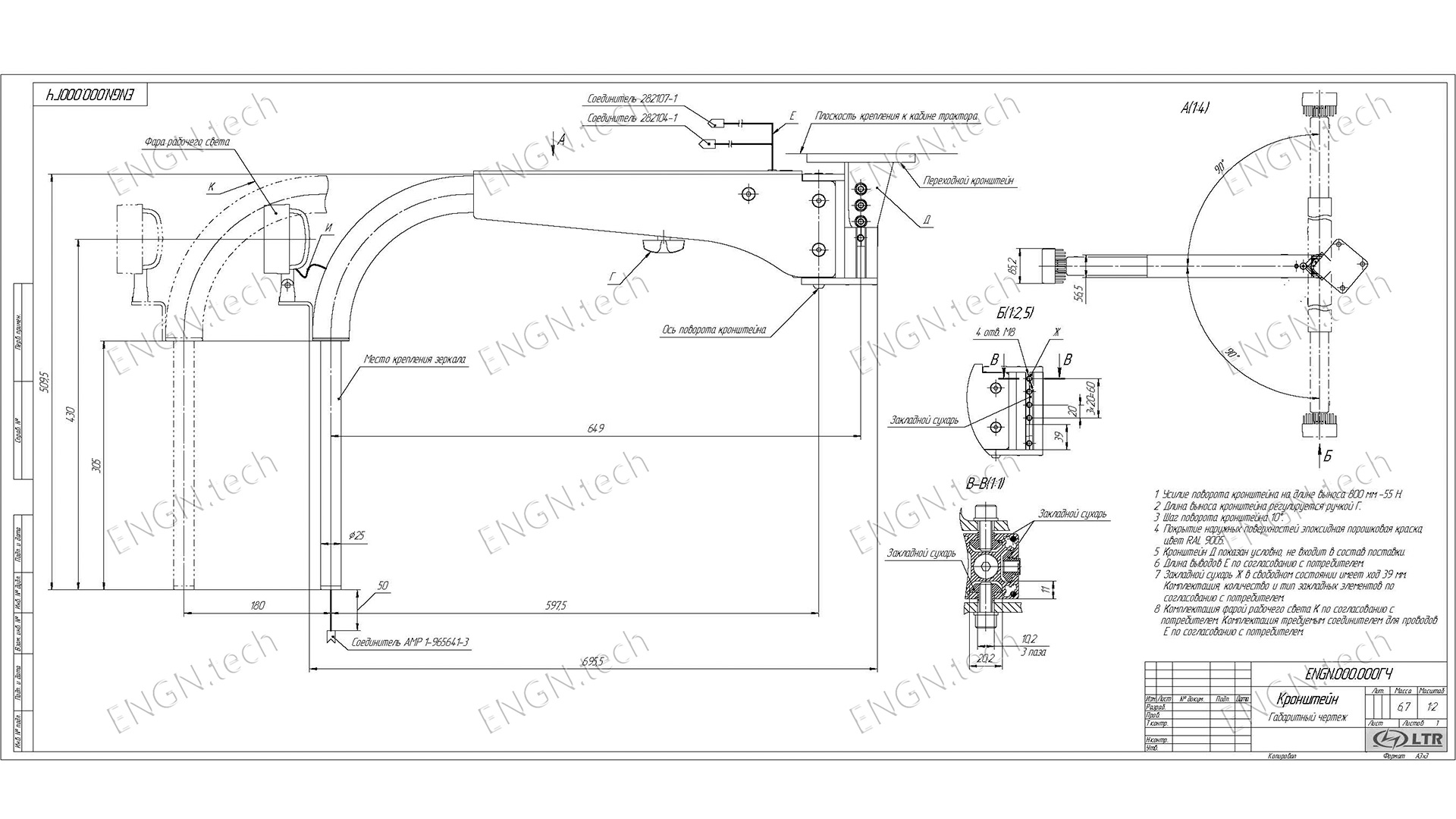
Финальный результат
Твердотельная модель, рабочий прототип и комплект конструкторской документации для серийного производства. Полностью российские комплектующие. Мы уверенно и не двусмысленно можем сказать – сделано в России.